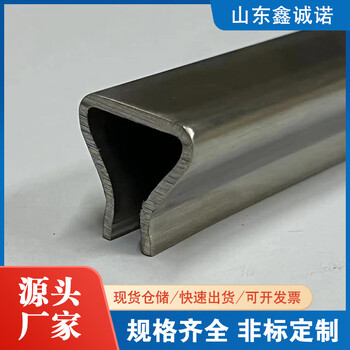
常州异型单槽管鑫诚诺30*60镀锌椭圆管栏杆扶手家具用
-
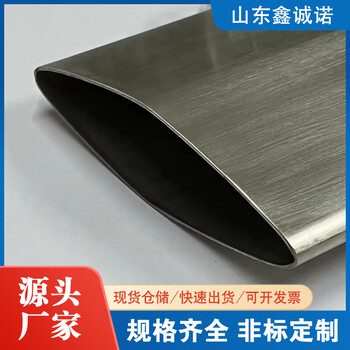
 鄢陵县异型单槽管鑫诚诺56*112镀锌D形管激光打孔
鄢陵县异型单槽管鑫诚诺56*112镀锌D形管激光打孔
¥3900
-
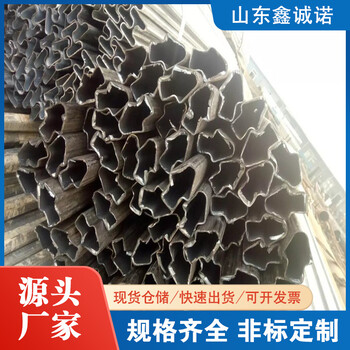
 资阳异型单槽管鑫诚诺20*28镀锌梅花管激光切割
资阳异型单槽管鑫诚诺20*28镀锌梅花管激光切割
¥3900
-
 怀柔20cr精密管厂家34*7精密管轴承液压用
怀柔20cr精密管厂家34*7精密管轴承液压用
¥3750
-
 武夷山q235b小口径精密管厂家186*55精密管压扁无裂痕
武夷山q235b小口径精密管厂家186*55精密管压扁无裂痕
¥3750
-
 呼伦贝尔机械用精密钢管厂家45*3.5精密管按需定制
呼伦贝尔机械用精密钢管厂家45*3.5精密管按需定制
¥3750
-
 299镀锌无缝管鑫诚诺DN100高锌层管本地现货非标定制加工
299镀锌无缝管鑫诚诺DN100高锌层管本地现货非标定制加工
¥3800
-
 南宁16MN厚壁钢管133x18无缝管光滑无锈非标定制
南宁16MN厚壁钢管133x18无缝管光滑无锈非标定制
¥3800
-
 梁平45#冷拔无缝管406x65无缝管长期有货可加工定制
梁平45#冷拔无缝管406x65无缝管长期有货可加工定制
¥3800








常州异型单槽管鑫诚诺30*60镀锌椭圆管栏杆扶手家具用
产品别名 |
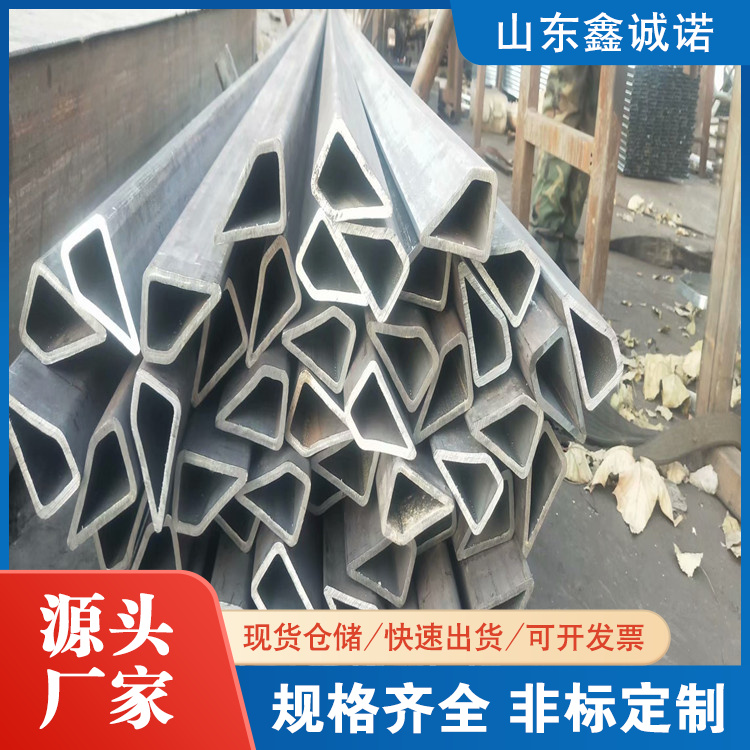
异型管,异型钢,异型钢管,三角形管 |
面向地区 |
全国 |
产地 |
聊城 |
材质 |
Q235B |
厂家 |
鑫诚诺 |
仓库 |
鑫诚诺仓库 |
品名 |
异型管 |
加工工艺 |
热轧 |
常州异型单槽管 鑫诚诺 30*60镀锌椭圆管 栏杆扶手家具用普通钢、轻型钢已经形成我国标准,普通10#钢相当于上的I100(也比如10#槽钢相当于槽钢U100)(因为各国执行的标准不同,造成它们的规格有细微的差别).H型钢亦叫宽翼缘钢,HWHMHN源于欧洲标准,HEB是德国标准的钢,其中HW、HN钢已广泛在我国使用和生产。HEAHEBHEM在许多德国设计图上会看到,在上还很难购买到。在国内钢结构工程中,如果量少则可以使用等规格的钢板进行焊接拼接而成。而量大的话,通常考虑使用力学性能与之相当的HW、HN型钢代替。冷拉型钢通常是在环境常温的情况下,让钢材料进入早已事先准备好的模具样板中。通过的冷挤压技术,让钢筋屈服点强度的拉应力超过原先固有的钢筋屈服点强度的拉应力值,再强行让钢筋进行相应的形状拉伸。,使得钢筋拥有之前所没有的塑性变形,达到让钢筋屈服点强度不断提高和节省材料的目的。冷拉型钢的优点有很多,它不仅可以通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角;而且产品的度非常高,因为它使用了的硬质合金模具以及拥有修模人员,确保公差准确、统一。
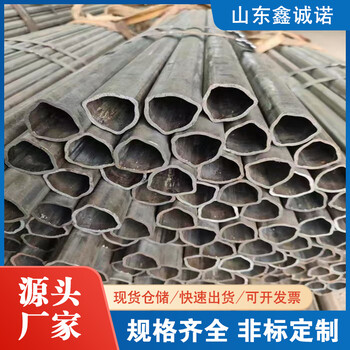
山东鑫诚诺钢铁有限公司位于山东省聊城市,地理位置,交通方便,公司常年销售异型管、异型钢管厂、三角异型管、椭圆异型管、D型异型管、8字异型管、扇型异型管、P型异型管、凹型异型管、锥型管、半圆管、T型管、L型管、及其它复杂断面的异型管材。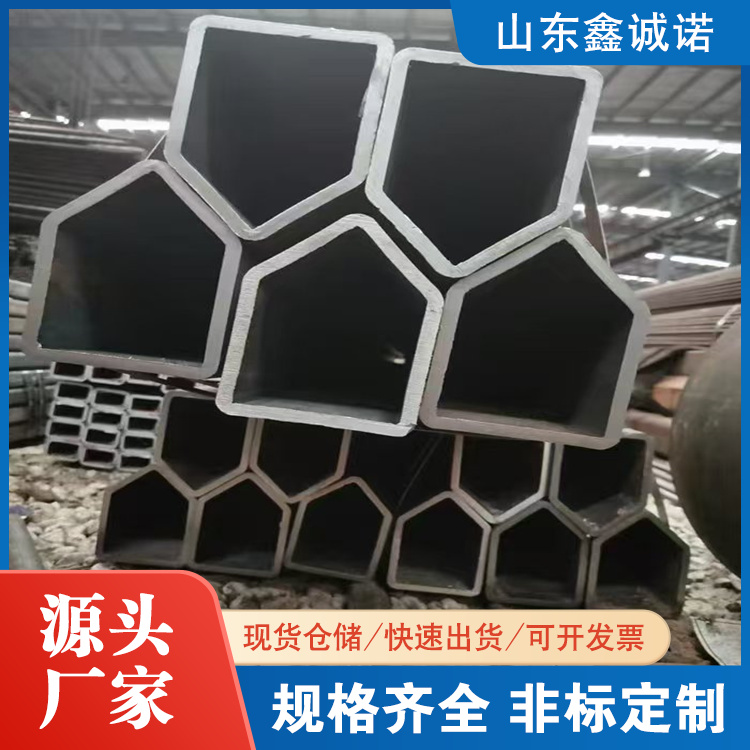
采取高频电流使金属表面片面加热,在外力作用下使它焊合,不利用任何焊丝,焊剂,可连绵大批量出产.截面尺寸精度高鉴于采取优良钢卷,焊接后截面的样式精度优良,使结构安装愈加便利.截面功能优良翼缘板以及腹板厚度之比不妨增大,以及轧制型钢比拟,在一样分量下可制成抗弯功能更大,截面功能更高的零件;在截面功能一样时,零件更轻.
主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。产品主要用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的抗弯抗扭能力。欢迎来家参观订购。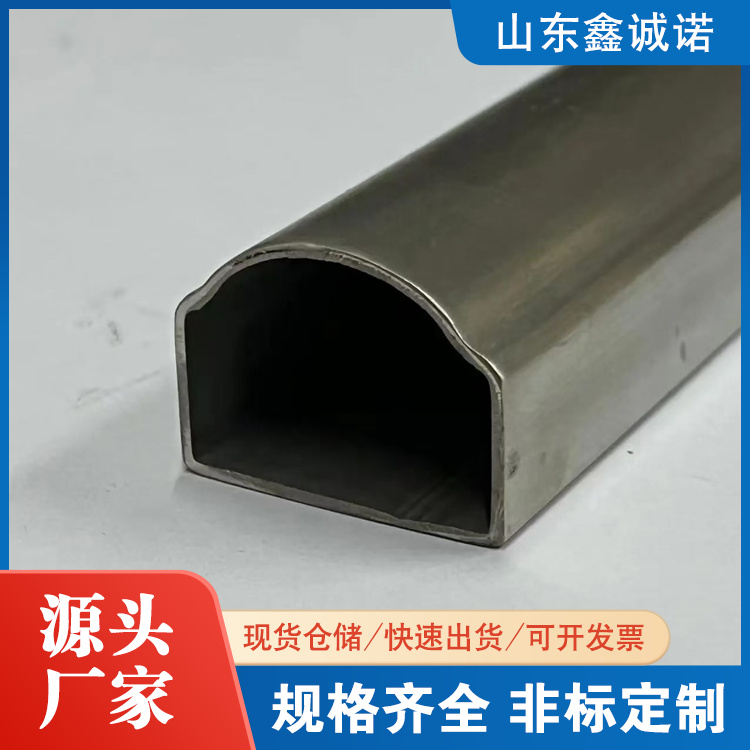

常州异型单槽管 鑫诚诺 30*60镀锌椭圆管 栏杆扶手家具用钢材在冷拉时,因为热轧管坯存在裂纹等缺陷或高精冷拉扁钢被制成油缸后,在使用过程中发生的断裂,几乎没有塑性变形发生,一般均为脆性断裂。也就是说脆性断裂主要与构件的使用温度有关,因此我们要根据构件的工作温度来选取具有合适冷脆转变温度的材料。型钢表面脱脂的方法有多种,具体采用什么方法应与镀锌生产线的设备设置有关,两者之间互相适应。型钢镀前脱脂的办法包括有有机溶剂脱脂、化学脱脂、电化学脱脂等。冷拉型钢通常是在环境常温的情况下,让钢材料进入早已事先准备好的模具样板中。通过的冷挤压技术,让钢筋屈服点强度的拉应力超过原先固有的钢筋屈服点强度的拉应力值,再强行让钢筋进行相应的形状拉伸。,使得钢筋拥有之前所没有的塑性变形,达到让钢筋屈服点强度不断提高和节省材料的目的。冷拉型钢的优点有很多,它不仅可以通过设计不同形状的模具,冷拉出不同截面形状、不同规格公差的冷拉钢。角度可设计成直角或圆角;而且产品的度非常高,因为它使用了的硬质合金模具以及拥有修模人员,确保公差准确、统一。
常州异型单槽管 鑫诚诺 30*60镀锌椭圆管 栏杆扶手家具用不锈钢圆钢生产工艺特点和流程不锈钢圆钢(≤4mm棒)采用摩根式45°二辊或考克斯三辊(Y型)轧机连续化工艺生产。一般产品规格为5.5~4mm卷材。精轧速度为5~6m∕s(铁素体不锈钢)或7~6m∕s(奥氏体不锈钢)。由于采用无扭转轧制,不锈钢圆钢产品的表面质量光洁,尺寸精度高。≤?2mm线棒材直径偏差可以达到±.1mm,?4mm棒材可以达到±.2mm,盘重可以达到2t。具体生产工艺流程步骤:钢坯准备、加热、除鳞、粗轧、切头、中轧、切头、精轧、卷取、热处理、酸洗、人库。