凉山异形不锈钢管厂家鑫诚诺150*150镀锌八角管来图定尺
-
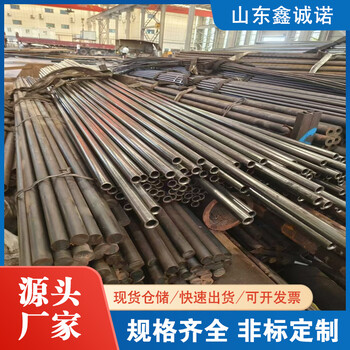
 杨浦45号精密钢管厂家68*6精密管广泛用于汽车
杨浦45号精密钢管厂家68*6精密管广泛用于汽车
¥3750
-
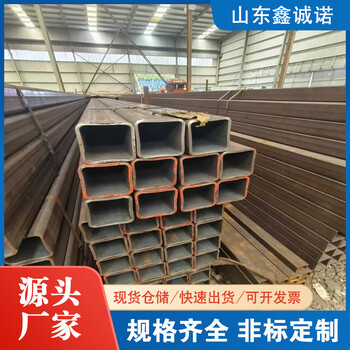
 嘉定Q355C热轧方管鑫诚诺270*250*12方管建筑装饰用
嘉定Q355C热轧方管鑫诚诺270*250*12方管建筑装饰用
¥3800
-
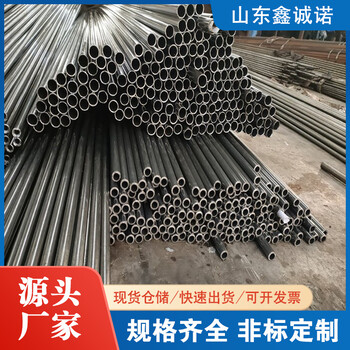
 203镀锌无缝管鑫诚诺4分耐低温管耐压防腐一支起订
203镀锌无缝管鑫诚诺4分耐低温管耐压防腐一支起订
¥3800
-
 松江20号精密钢管厂家25*3.5精密管按需定制
松江20号精密钢管厂家25*3.5精密管按需定制
¥3750
-
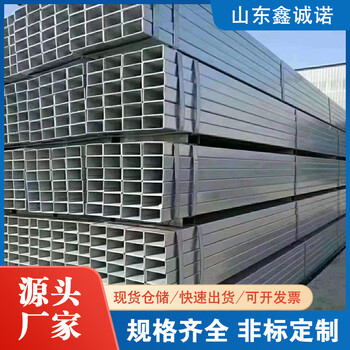 威海薄壁镀锌方管鑫诚诺200*150*6方管机械制造用
威海薄壁镀锌方管鑫诚诺200*150*6方管机械制造用
¥3800
-
 娄底机械用精密钢管厂家70*6精密管摩托车电动车用
娄底机械用精密钢管厂家70*6精密管摩托车电动车用
¥3750
-
 西城国标热镀锌方管鑫诚诺100*75*4方管用途广泛
西城国标热镀锌方管鑫诚诺100*75*4方管用途广泛
¥3800
-
 沙坪坝20Cr精密钢管厂家73*5.5精密管轴承液压用
沙坪坝20Cr精密钢管厂家73*5.5精密管轴承液压用
¥3750








凉山异形不锈钢管厂家鑫诚诺150*150镀锌八角管来图定尺
凉山异形不锈钢管厂家 鑫诚诺 150*150镀锌八角管 来图定尺施工前,单位工程主任应根据结构钢压砖机的拆除方案,对脚手架的安全技术方案要再一次确认;同时熟悉图纸和施工现场,掌握建筑平面和建筑立面的结构特点、环境条件,按照建筑施工扣件式钢管技术规范对钢结构压砖机进行施工。安装C型钢的过程中,还将涉及到产品的调节,先是调节立轮,依照调节a边的方法,依次调节第六道至第九道;根据要求变换隔套调节第五道轧轮,达到要求的尺寸,注意左右居中。C型钢在利用前要正在必需水准的加工,在某些利用场地需求对钢材正在拉弯,钢材拉弯技巧每个对技巧有很高要求的职业.在钢材拉弯过程中,需求许多的实施经验来指点操控,禁止钢材受损.C型钢厂家提示众人在正在拉弯操控时要留意下面几个方面.准确预测拉弯构件的回弹量.实质生产中拉弯模更正量及工艺参数的明确首要以实质经验或经过试错法来处置,就可以依据经验重复调解修模量,变化主拉力、补拉力等工艺参数.
山东鑫诚诺钢铁有限公司位于山东省聊城市,地理位置,交通方便,公司常年销售异型管、异型钢管厂、三角异型管、椭圆异型管、D型异型管、8字异型管、扇型异型管、P型异型管、凹型异型管、锥型管、半圆管、T型管、L型管、及其它复杂断面的异型管材。
当今,在个性化经济的潮流中,用户对材料品种形状、尺寸精度要求越来越高。如铁路车辆、公路货车都是向车辆发展,比重在国外占60%以上。产品的多样化必然带来材料多样化。而型钢本身就是以材为主,而不是通用材,大路货,属于品种多,生产批量不大的生产方式,个性化客户的需求。因此,近年来,国民经济各部门都愿和型钢行业合作,不断开发新材料、新产品。原来采用热轧型钢的大市场,逐步被型钢所取代,这是不可抗拒的发展趋势。
主要产品:冷拔无缝钢管和异型钢管,非标异型钢管等按客户需求可定做,材质有10#、20#、35#、45#、20cr、40cr、20crmo、40crmo,有缝和无缝异型管,按客户标准生产。产品主要用于各种结构件、工具和机械零部件。和圆管相比,异型管一般都有较大的抗弯抗扭能力。欢迎来家参观订购。

凉山异形不锈钢管厂家 鑫诚诺 150*150镀锌八角管 来图定尺4、H型钢槽深,厚度大,可以承受两个方向的力。5、随着钢结构建筑的发展需要,只有钢是不行的,就是加厚钢,用于承重柱容易失稳。6、钢只能用于横梁,而H型钢才能用于结构的承重柱。7、H型钢是一种断面力学性能较钢优良的经济型断面钢材,因其断面的形状与英文字母“H”相同而得名。热轧H型钢的翼缘比钢宽、侧向刚度大、抗弯能力强。同等规格下H型钢理重较钢轻。而第二次冷拉则是重新施加拉应力,钢筋拉伸应力——应变图出现新变化,新屈服点C点附近明显原来屈服点A变化,说明钢筋塑性发生了变化,这种塑性小了,硬度大了,钢筋强度得提高现象叫变形硬化。在这冷拉型钢的制作过程中,关于冷拉率测定控制要求是这样的,同炉同批测定试件能少于4,每试件都要按规范规定冷拉应力测定相应冷拉率并取试件平均值作该炉该批钢筋实际冷拉率,钢筋强度偏高平均冷拉率低于1%时钢筋冷拉时仍要按1%冷拉率控制。
凉山异形不锈钢管厂家 鑫诚诺 150*150镀锌八角管 来图定尺上世纪7年代,我国开始应用和制造可转位铣刀。经过3多年的努力,在吸收国外技术的同时,开发了适用于我国制造业的各类可转位刀具。从刀片的安装结构分,主要有立装结构和平装结构。其中立装结构可转位铣刀由于刀片采用切向安装,切削力方向硬质合金截面大,抗压强度高,因而可进行大切深、大走刀量加工;同时,由于刀片采用切削力夹紧,随着切削力的增大夹紧力也增大,省去了夹紧元件,设计时可增大排屑槽,结构简单紧凑,因此得到广泛使用。种立装可转位铣刀及其应用2.1陶瓷可转位微调平面精铣刀结构特点陶瓷可转位微调平面精铣刀是一种用于表面精加工的特殊结构的新型立装可转位铣刀。该类铣刀应用广泛,适用于汽轮机中分面夹持板、机床工作台、箱体结合面的精加工。陶瓷微调平面精铣刀带有微调螺钉,随着微调螺钉的旋进和旋出,迫使刀片推进或退后。由于6°后角的作用,使得刀片的高度位置有微小的变化,整个铣刀的端面跳动就可进行微量调整,使端面跳动减少.5~.8mm,铣刀组装后的端面跳动可达到.1mm以内;加工表面精度能达到Ra.8甚至更高。