


关键词 |
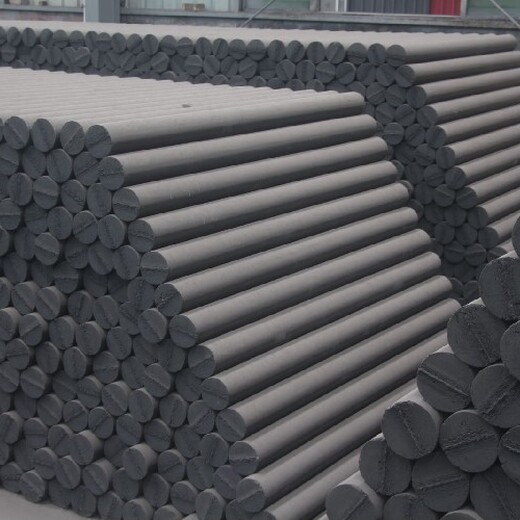
山西导电石墨电极焙品,天津石墨电极焙品,辽宁导电石墨电极焙品,石墨电极焙品材料 |
面向地区 |
全国 |
石墨是一种非金属材料,熔点,达3 650℃,而铜的熔点是1083 ℃,因此石墨电极能承受更大的电流设定条件。当放电面积与电极尺寸缩放量越大时,石墨材料率粗加工的性越显著。石墨的导热系数是铜的1/3,其放电过程中产生的热能可更有效地用于去除金属材料,因此在中、精加工中,其加工效率也比铜电极要高。根据加工经验,在正确的使用条件下,石墨电极的放电加工速度要比铜电极整体快1.5~2倍。
石墨(graphite)是一种矿物名,通常产于变质岩中,是煤或碳质岩石(或沉积物)受到区域变质作用或岩浆侵入作用形成[1]。石墨是元素碳的一种同素异形体,每个碳原子的周边连结著另外三个碳原子,排列方式呈蜂巢式的多个六边形,每层间有微弱的范德华引力。由于每个碳原子均会放出一个电子,那些电子能够自由移动,因此石墨属于导电体。石墨是其中一种软的矿物,不透明且触感油腻,颜色由铁黑到钢铁灰,形状呈晶体状、薄片状、鳞状、条纹状、层状体或散布在变质岩中。 化学性质不活泼,具有耐腐蚀性。
石墨电有能够耐受大电流条件的特性,另外,在适当的粗加工设定条件下,含碳元素的钢工件加工时产生的腐蚀物和在工作液的高温下产生的分解物中的碳粒子,由于极性效应的作用,一部分腐蚀物、碳粒子附着在电极表面而形成保护层,粗加工中的石墨电极的损失极小。
电火花加工中的主要电极消耗量来源于粗加工,精加工的设定条件是消耗率高,但零件的预约加工余量少则加工蚀刻去除量少,其整体消耗量也少。 一般来说,石墨电极在大电流粗加工中损失比铜电极少,在精加工中损失可能比铜电极稍大,两者的电极损失相等。
石墨电极按其质量指标高低分为常规功率、高功率、功率,功率石墨电极占有率近年来不断上升,2016年达到38%。 石墨电极下游主要包括电弧炉炼钢、黄磷工业、磨粒和工业硅等,其中电弧炉炼钢占石墨电极需求的一半以上。
石墨电极生产的主要原料为石油焦,普通电力石墨电极可添加少量沥青焦炭,石油焦和沥青焦炭的硫含量均不得超过0.5%。 在制造高功率或功率石墨电极时,需要进行针状的聚焦。 铝用阳极生产的主要原料为石油焦,控制硫含量在1.5%~2%以下,石油焦和沥青焦应符合国家有关质量标准。


