


关键词 |
吉林石墨电极焙品,云南大型石墨电极焙品,石墨电极焙品规格,湖南制作石墨电极焙品 |
面向地区 |
全国 |
石墨电极,主要以石油焦、针状焦为原料,煤沥青作结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率、高功率和功率。
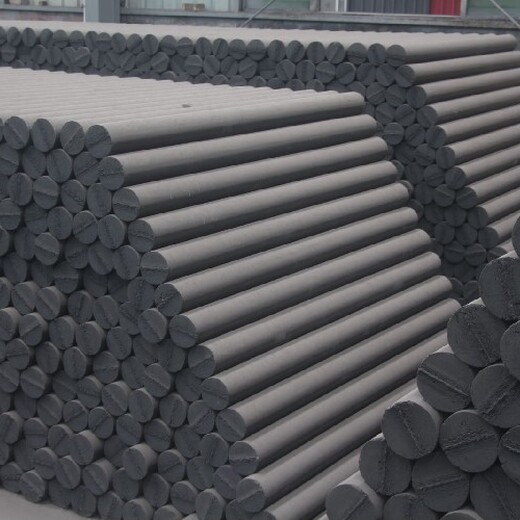
石墨电极焙烧品,包括制造功率石墨电极,高功率石墨电极和普通功率石墨电极的炭素焙烧品。生产的石墨电极焙烧品的生产工艺为挤压成型,其质量优于YB-TO99-1977标准,其大特点是体积密度大,抗压强度高,电阴率低,易石墨化。石墨成品率高,在全国有较高的声誉。
电极生坯焙烧(baking of green carbon body)是指生坯在填充料保护下(防止氧化及变形)、进行高温热处理使煤沥青炭化的工艺过程。焙烧是电极生产过程中,重要的一个工艺过程,也是复杂的一个过程,这个过中即有物理变化,同时又化学变化。终石墨电极的机械强度、内在结构和性能都取决于焙烧时黏结剂转变成结焦炭的数量,而且机械性能与焦化值有直接关系。
生产特点:生产周期长、能源消耗较高、生产工序多的,所需炭质原料石油焦和煤沥青等为炼油企业和煤化工企业生产加工副产品,原料的质量及其稳定性难以得到充分的保障,尤其是高功率和功率石墨电极生产用针状焦、改质电极沥青和低喹啉不溶物含量浸渍剂沥青,急需我国石油和煤化工加工企业的重视和积极配合。
浸渍的工艺流程及相关技术参数是:焙烧坯——表面清理——预热(260-380℃,6-10小时)——装入浸渍罐——抽真空(8-9KPa,40-50min)——注沥青(180-200℃)——加压(1.2-1.5MPa,3-4小时)——返沥青——冷却(罐内或罐外)
石墨电极加工分为电极本体和接头两个立加工过程。
本体加工包括镗孔与粗平端面、车外圆与精平端面和铣螺纹3道工序,圆锥形接头的加工可分为6道工序:切断、平端面、车锥面、铣螺纹、钻孔安栓和开槽。
电极接头连接方式:圆锥形接头连接(一吋三扣和一吋四扣)、圆柱形接头连接、凹凸连接(公母扣连接)
加工精度的控制:螺纹锥度偏差、螺纹螺距、接头(孔)大径偏差、接头孔同轴度、接头孔垂直度、电极端面平整度、接头四点偏差等。用环规和板规等检查。
成品电极的检查:精度、重量、长度、直径、体积密度、电阻率、预装配合精度等。



