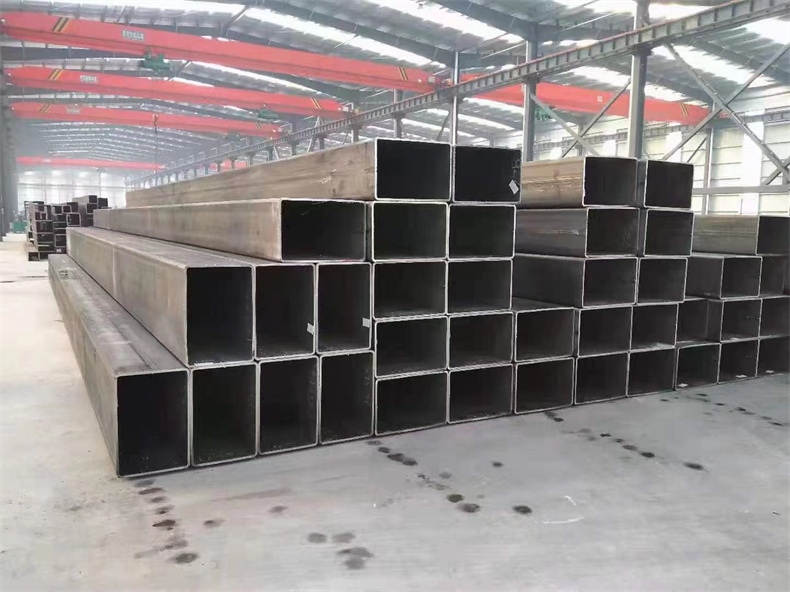
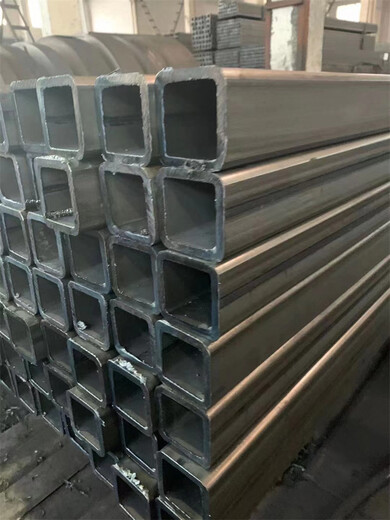
挤压无缝方管340x340x8可定尺激光切割打孔
方、矩形管作为一种原料产品,在使用前往往要经过各种加工处理,包括金属表面处理。主要加工目的是除锈、除垢、防锈、防腐、美观。
金属压力加工(简称金属塑料加工)是指在不破坏金属完整性的情况下,对可塑金属施加外力,使其发生塑性变形,改变金属的形状、尺寸和性能,从而获得所需产品的过程。方法。我们的方管大多是冷弯变形的,实质上是通过施加弯矩力,通过连续的辊弯来实现从钢到钢管的变形。由于大部分的钢带都有水垢(黑色材料如Q195-Q355,预镀锌的镀锌带钢卷都经过了酸洗和镀锌,没有水垢),虽然在变形过程中水垢会处于变形的过程中。部分管的加工过程被洗掉,但没有完全洗掉。
氧化皮或表面残留的存在会导致涂装或镀锌附着力不均匀等一系列问题,需要进行预除垢处理。目前常用的工艺有喷砂、抛丸、酸洗(原方法用钢丝刷将钢管表面的氧化皮、铁锈、焊渣等去除)。

为了提高方矩管的表面硬度和耐磨性,可以对方矩管进行表面处理,如火焰表面、高频表面淬火、化学热处理等。一般来说,高、中频表面多为淬火,加热温度为850-950度。由于导热性差,加热速度不能太快,否则会出现熔化裂纹和淬火裂纹缺陷。
高频淬火要求基体经正火后以珠光体为主。冷却用喷涂水或喷涂聚醇溶液。回火温度在200-400 c之间,硬度为40-50 HRC,可以方形管表面的硬度和耐磨性。

方管生产工艺流程
(1)原材料即带钢卷。焊丝。焊剂。在投入前都要经过严格的理化检验。
(2)带钢头尾对接。采用单丝或双丝埋弧焊接。在卷成方管后采用自动埋弧焊补焊。
(3)成型前。带钢经过矫平、剪边、刨边。表面清理输送和予弯边处理。
(4)采用电接点压力表控制输送机两边压下油缸的压力。确保了带钢的平稳输送。
(5)采用外控或内控辊式成型。
(6)采用焊缝间隙控制装置来焊缝间隙满足焊接要求。管径。错边量和焊缝间隙都得到严格的控制。
(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接。从而获得稳定的焊接规范。
(8)焊完的焊缝均经过在线连续超声波自动伤仪检查。了的螺旋焊缝的无损检测覆盖率。若有缺陷。自动报警并喷涂标记。生产工人依此随时调整工艺参数。及时消除缺陷。
(9)采用空气等离子切割机将方管切成单根。
(10)切成单根方管后。每批方管头三根要进行严格的首检制度。检查焊缝的力学性能。化学成份。溶合状况。方管表面质量以及经过无损探伤检验。确保制管工艺合格后。才能正式投入生产。
挤压无缝方管340x340x8可定尺激光切割打孔b:由节点完全混合的流态模型,更新节点的指标物质浓度。上述两个事件定义中及计算方法中所指的“变化”,已不是实际的输配水管网中水力或水质发生的“变化”。在实际管网中发生的变化,是连续发生的。在模拟的系统中,为系统给定一个水力变化阈值和水质变化阈值,当计算对象的数值的变化超过了给定的阈值时,模拟系统才认为发生了“变化”。也可以将事件驱动模拟机制的模拟方法看成是对真实的管网水质变化系统在“变化”上作了离散。削液技术的发展趋势众所周知,切削液具有润滑、冷却、清洗及防锈等作用,对提高切削加工质量和效率、减少刀具磨损等均有显著效果。近十多年来,我国的切削液技术发展很快,切削液新品种不断出现,性能也不断改进和完善,特别是2世纪7年代末生产的水基合成切削液和近几年发展起来的半合成切削液(微乳化切削液)在生产中的推广和应用,为机械加工向节能、减少环境污染、降低工业生产成本方向发展开辟了新路径。归纳起来,切削液技术主要有以下特点:润滑技术干式切削加工是不采用任何切削液的加工,它可以从根本上消除传统湿式加工易污染环境的弊端,是切削技术的一场深刻。管道分质供水系统设计1)水量的确定管道分质供水工程用水量的确定尚无相关标准资料。笔者认为,分质供水中人均用水量的确定应立足长远,综合考虑饮用、烧汤、做饭、洗瓜果的需要,并根据不同的小区和消费群体加以调整,一般取4~6L/人d比较合适。供水管网的设计分质供水管网采用下行上给的供水方式。3幢高层的分质供水管网共分为两个区域进行供水,低区为1~14层,高区为15~31层。高、低区管网分别设置,相互立且互不干扰,由两套完全立的恒压变频装置进行供水。