





产品别名 |
火泥熔石墨模具,放热焊接模具,防雷接地工具 |
面向地区 |
全国 |
原产地 |
河南 |
产地 |
河南 |
用途 |
电子 |
水分含量 |
0.01 |
固定碳含量 |
99.99 |
执行质量标准 |
国标 |
形态 |
固体 |
保质期 |
36个月 |
颜色 |
黑色 |
密度 |
2.2g/cm3 |
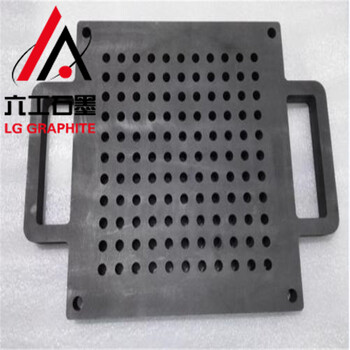
六工石墨LG-0905火泥熔石墨模具_放热焊接模具_防雷接地工具经过石墨模具保护剂浸渍处理后,其液体能渗入到石墨模具的气孔中,在石墨模具气孔及石墨模具表面形成一层0.02mm左右的的保护膜。正是这层保护膜能有效的隔绝空气直接与石墨模具接触而发生氧化反应。从而能有效的抵抗石墨模具的氧化,延长石墨模具的使用寿命90%左右。
我司可根据客户样品或图纸加工各种六工石墨LG-0905火泥熔石墨模具_放热焊接模具_防雷接地工具
放热焊接模具由高纯石墨制成,用于接地放热焊接的焊头成型。采用密实度高,抗摩损性能好的石墨作为基本原料加工而成,具有设计合理,寿命长,易用性能好等优势。模具由模具盖、模腔具、熔接腔、导流槽、模夹等几部分组成,能够承受铜、钢、铁等金属熔化温度,熔化金属流向、流速以及形状经严密设计.
放热焊接模具都需要使用模具夹配合使用,常规模具夹分为两种,标准型和偏心型,标准型适用于绝大部分模具,偏心型主要应用在焊接接地棒、十字焊接等需要避开焊接材料的类型上。部分型号模具使用中需要f型夹、c型夹等辅助夹具配合。在很多工程施工中,如防雷及防浪涌保护接地地网施工,大型电气设备电缆连接,石化、变电站、智能化大楼施工等。对焊接点的载流能力,耐腐蚀性等都有很高的要求,特别是接地系统的地下部分连接,不易选用螺栓、楔形夹、普通电焊等连接方法,而是应选择更加可靠的放热熔焊工艺。
随着应用的推广,放热熔焊在实际工程中的应用工艺问题逐步突现出来,有待进行深入探究。一、放热熔焊工艺概述放热熔焊是利用化学反应时产生高热来完成熔接的一种方法。它的反应方程式是:3cu2o+2al=al2o3+6cu+q(2537?c)放热熔焊化学反应速度非常快(仅几秒钟就可以完成焊接),产生热量高,可以有效传导至熔接部位使熔接剂、焊材紧密熔为一体,形成分子结合。放热熔焊无需其它热源,应用于接地线路金属导体的连接是的方法,在国外发达国家已被普遍采用。(ieeestd.80推举放热熔焊为接地线路连接的方法)。
放热熔焊具有以下显著特点:a.焊接接头性能好1)焊点的载流能力与母材的载流能力相等;2)焊点是分子结合,不会老化,不受腐蚀性物质的影响;3)焊点能经受反复多次的大浪涌电流冲击不退化;b.施工方便1)装备简单,携带方便,无需外加热源,适合野外、室内现场焊接作业;2)焊接速度快,可以省人力物力(焊接加清模时间不超过5分钟);3)焊接方法简单,容易操作,无需焊接技术高的工人;4)焊点形状一致性好,品质管理容易;5)所加总热量比其它焊接法少,对绝缘物的破坏影响小;c.适应性强放热焊接可适用于焊接铜、铜合金、镀铜钢等各种合金钢,包括不锈钢及高阻热材料。
放热熔焊需使用高的模具作工具,此模具用耐高温的石墨材料加工制成,根据所要熔焊的焊接接头不同形状选择不同的模具。模具的组成包括模穴、注入孔、熔接剂室等。模穴的形状尺寸以及熔化金属的流向等均需根据接头要求经过严密的设计,要做到接头既美观又能质量,配合模具的使用还附带一套辅助工具,如清模铲、清模刷、夹子等。放热熔焊的焊接接头形式多种多样,不同外观形状的焊材,不同要求的连接形式有几十种之多,如需特定的接头形式,可以根据特定的模具来实现。放热熔焊的优点是模具易加工,新的模具可以在一两天内完成设计、加工。
一般常用的连接形式概括为以下几种:(1)导线与导线焊接;(2)金属带与金属带焊接;(3)导线与金属带焊接;(4)金属带与金属棒(管)焊接;(5)导线与金属棒(管)焊接(6)金属带与金属板焊接;(7)导线与金属板焊接;(8)金属钉(螺钉)与金属板焊接。
石墨的一个主要用途是生产耐火材料,包括耐火砖、坩埚、连续铸造粉、铸模芯、铸模、洗涤剂和耐高温材料。近年来,耐火材料工业中两个重要的变化是镁碳砖在炼钢炉内衬中被广泛应用,以及铝碳砖在连续铸造中的应用。由于石墨具有许多优良的性能,因而在冶金、机械、电气、化工、纺织、等工业部门获得广泛应用。可作耐火材料。石墨制品保持了鳞片石墨原有的化学特性还具有很强的自润滑性能。
最近来访记录