


关键词 |
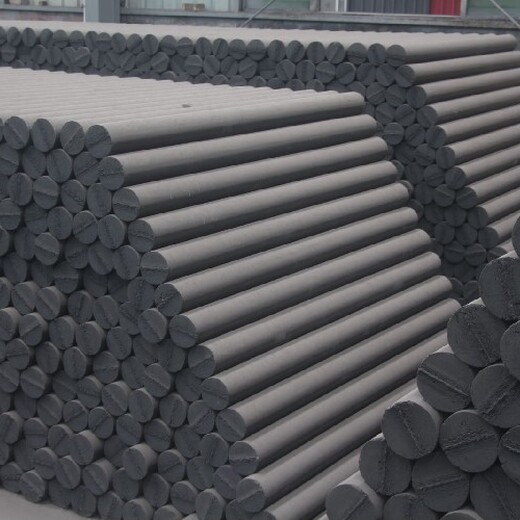
导电石墨电极焙品,天津石墨电极焙品,石墨电极焙品生产厂家,广东导电石墨电极焙品 |
面向地区 |
全国 |
石墨是一种非金属材料,熔点,达3 650℃,而铜的熔点是1083 ℃,因此石墨电极能承受更大的电流设定条件。当放电面积与电极尺寸缩放量越大时,石墨材料率粗加工的性越显著。石墨的导热系数是铜的1/3,其放电过程中产生的热能可更有效地用于去除金属材料,因此在中、精加工中,其加工效率也比铜电极要高。根据加工经验,在正确的使用条件下,石墨电极的放电加工速度要比铜电极整体快1.5~2倍。
作铸造、翻砂、压模及高温冶金材料:由于石墨的热膨胀系数小,而且能耐急冷急热的变化,可作为玻璃器的铸模,使用石墨后黑色金属得到铸件尺寸,表面光洁成品率高,不经加工或稍作加工就可使用,因而节省了大量金属。在生产硬质合金的粉末冶金工艺中,石墨材料通常用于制造烧结用压模和瓷舟。晶体生长坩埚、区域精炼容器、支撑夹具、感应加热器等。都是由高纯度石墨制成的。
此外,石墨还可作为真空熔炼石墨隔热板和底座、高温电阻炉管、棒、板、栅等的部件。
随着高科技的发展,石墨材料的制备技术不断完善,满足不同电火花加工需求的石墨材料层出不穷,市场上诞生了石墨高速铣削机床,数控电火花加工机床的石墨放电性能也全面提高。
电火花加工中的主要电极消耗量来源于粗加工,精加工的设定条件是消耗率高,但零件的预约加工余量少则加工蚀刻去除量少,其整体消耗量也少。 一般来说,石墨电极在大电流粗加工中损失比铜电极少,在精加工中损失可能比铜电极稍大,两者的电极损失相等。
石墨电极按其质量指标高低分为常规功率、高功率、功率,功率石墨电极占有率近年来不断上升,2016年达到38%。 石墨电极下游主要包括电弧炉炼钢、黄磷工业、磨粒和工业硅等,其中电弧炉炼钢占石墨电极需求的一半以上。
石墨电极生产的主要原料为石油焦,普通电力石墨电极可添加少量沥青焦炭,石油焦和沥青焦炭的硫含量均不得超过0.5%。 在制造高功率或功率石墨电极时,需要进行针状的聚焦。 铝用阳极生产的主要原料为石油焦,控制硫含量在1.5%~2%以下,石油焦和沥青焦应符合国家有关质量标准。


