


关键词 |
吉林石墨电极焙品,辽宁大型石墨电极焙品,石墨电极焙品生产厂家,石墨电极焙品费用 |
面向地区 |
全国 |
冲压:挤压成形的原理是什么?
挤出工艺的实质是使糊料通过一定形状的模口,经过压实和塑性变形,形成具有一定形状和尺寸的毛胚。挤出过程主要是糊料的塑性变形过程。
焙烧的目的在于:主要研究结果如下:
(1)以煤沥青为粘结剂的产品经焙烧后挥发分的排放量约为10%。因此,焙烧产率一般低于90%。
(2) 结焦原料按一定的工艺条件焙烧,结合剂结焦,在集料颗粒间形成焦炭网络,使不同粒径的集料牢固连接在一起,使产品具有一定的理化性能。在相同条件下,焦烧率越高,产品质量越好。中温沥青的残余碳含量一般在50%左右.
(3)固定几何形式 生制品在焙烧过程中,发生软化,粘结剂迁移现象。随着温度的升高,形成焦化网,使制品僵化。因此,温度再升高,其形状也不改变。
(4)降低电阻率 在焙烧过程中,由于挥发分的排除,沥青焦化形成焦炭网格,沥青发生分解和聚合反应,生成大的六角炭环平面网等原因,电阻率大幅度下降。生制品电阻率大约10000×10-6Ω〃m,经过焙烧后降至40--50×10-6Ω〃m ,称为良导体。
(5)体积进一步收缩 焙烧后制品直径收缩1%左右,长度收缩2%左右,体积收缩为2-3%。
机械加工:炭素制品为什么要进行机械加工?
(1)整形的需要,具有一定的尺寸和形状的压型后的炭素生制品,在焙烧和石墨化过程中发生不同程度的变形、碰损,同时其表面还粘结着一些填充料,如果不经过机械加工就不能使用,因此对产品整形,加工成规定的几何形状。
(2)使用的需要,按照用户的使用要求进行加工。如电炉炼钢的石墨电极需要连接使用,在产品两端车制成螺纹孔,然后用特制的带螺纹的接头将两根电极连接起来使用。
(3)工艺上的需要,有的产品要根据用户使用上的工艺需要,加工成特殊的形状和规格,甚至要求较低的表面粗糙度。
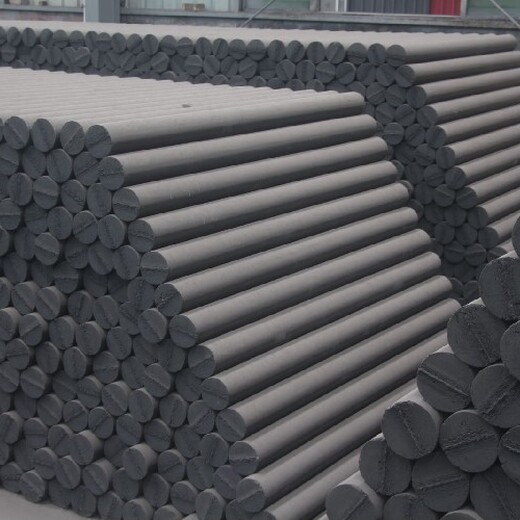
石墨电极是一种耐高温的石墨导电材料,是指以石油焦、沥青焦为骨料,煤沥青为黏结剂,经过原料煅烧、破碎磨粉、配料、混捏、成型、焙烧、浸渍、石墨化和机械加工而制成的一种耐高温石墨质导电材料,称为人造石墨电极(简称石墨电极),以区别于采用天然石墨为原料制备的天然石墨电极。石墨电极可传导电流及发电,从而熔化高炉中的废铁或其他原材料以生产钢铁及其他金属产品,主要用于钢铁生产。石墨电极是一种电阻率低并耐受电弧炉内热梯度的材料。石墨电极生产的主要特点是生产周期较长(通常持续三至五个月)、电能消耗大及生产工艺流程复杂。
浸渍是将炭材料置于压力容器中,在一定的温度和压力条件下将液态浸渍剂沥青浸入渗透到制品电极孔隙中的工艺过程。目的是降低制品气孔率,增加制品体积密度和机械强度,改善制品的导电和导热性能。
石墨电极加工分为电极本体和接头两个立加工过程。
本体加工包括镗孔与粗平端面、车外圆与精平端面和铣螺纹3道工序,圆锥形接头的加工可分为6道工序:切断、平端面、车锥面、铣螺纹、钻孔安栓和开槽。
电极接头连接方式:圆锥形接头连接(一吋三扣和一吋四扣)、圆柱形接头连接、凹凸连接(公母扣连接)
加工精度的控制:螺纹锥度偏差、螺纹螺距、接头(孔)大径偏差、接头孔同轴度、接头孔垂直度、电极端面平整度、接头四点偏差等。用环规和板规等检查。
成品电极的检查:精度、重量、长度、直径、体积密度、电阻率、预装配合精度等。
主营石墨开炉棒、石墨电极、石墨电极接头、石墨坩埚等特种石墨新材料


