


关键词 |
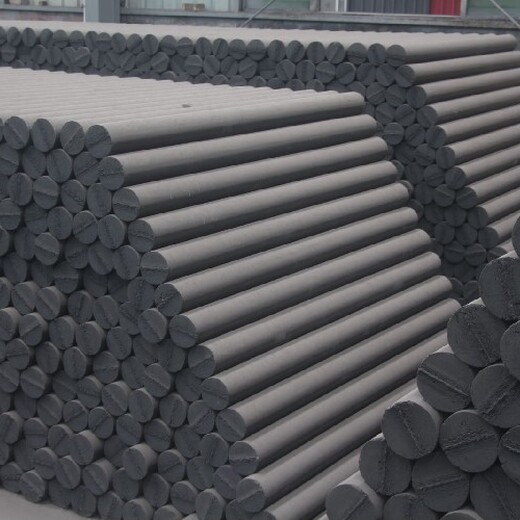
天津石墨电极焙品,石墨电极焙品保养,石墨电极焙品厂家,石墨电极焙品型号 |
面向地区 |
全国 |
浸渍的工艺流程及相关技术参数是:焙烧坯——表面清理——预热(260-380℃,6-10小时)——装入浸渍罐——抽真空(8-9KPa,40-50min)——注沥青(180-200℃)——加压(1.2-1.5MPa,3-4小时)——返沥青——冷却(罐内或罐外)
石墨电极根据质量指标的高低可分为普通功率、高功率和功率,石墨电极耗电量小,节省的单位炼钢耗电量节省生产成本,石墨电极是低消耗和低污染产品,在节能和环境减排被提倡的今天具有十分重要的社会意义。
随着高科技的发展,石墨材料的制造工艺得到了改善,能够满足多种火花加工需求的石墨材料层出不穷,市场上正在出现石墨高速铣床,数字火花加工机械的石墨放电性能也全面提高。当今,在制造技术的欧洲,模具企业超过90%的电极材料采用石墨。航空航天、汽车、家电、电子等模具已大范围采用石墨作为电极材料,这种显著变化归功于石墨电极可实现率、加工等诸多优势。
随着科技的不断进步,石墨电极将逐渐取代铜电极在电火花加工中的作用,两者相比,该产品具有以下六大优势:
1.放电速度快 石墨放电速度比铜快2-3倍,且材料不易变形。
2.重量轻 石墨密度仅为铜密度的1/5,大型电极进行放电加工时,该产品能有效的降低机床的负担。
3.损耗小 火花油中含有C原子,放电加工时的高温会导致火花油中的C原子被分解出来,并在该产品的表面形成保护膜,从而补偿了石墨的损耗。
4.刺 铜电极加工结束后需手工去除毛刺,而石墨则没有毛刺产生,能够节约大量的成本和人力。
5.易抛光 石墨切削阻力为铜材的1/5,操作时更容易进行手工研磨和抛光。
6.成本低 石墨产品的价格比铜低30%-60%,价格比较稳定。
综上所述,石墨电极 具有众多优势,相比于铜电极,更适合用于电火花加工。
石墨是一种非金属材料,熔点,达3 650℃,而铜的熔点是1083 ℃,因此石墨电极能承受更大的电流设定条件。当放电面积与电极尺寸缩放量越大时,石墨材料率粗加工的性越显著。石墨的导热系数是铜的1/3,其放电过程中产生的热能可更有效地用于去除金属材料,因此在中、精加工中,其加工效率也比铜电极要高。根据加工经验,在正确的使用条件下,石墨电极的放电加工速度要比铜电极整体快1.5~2倍。
碳有各种形式,包括晶体元素碳,如金刚石和石墨;无定形碳,例如煤;有动植物等复杂的有机化合物;如碳酸盐、大理石等。碳的物理和化学性质取决于它的晶体结构。高硬度的金刚石和软而油腻的石墨有不同的晶体结构,各有各的外观、密度、熔点等。
主营石墨开炉棒、石墨电极、石墨电极接头、石墨坩埚等特种石墨新材料


