


关键词 |
吉林石墨电极焙品,石墨电极焙品型号,石墨电极焙品厂家,云南石墨电极焙品 |
面向地区 |
全国 |
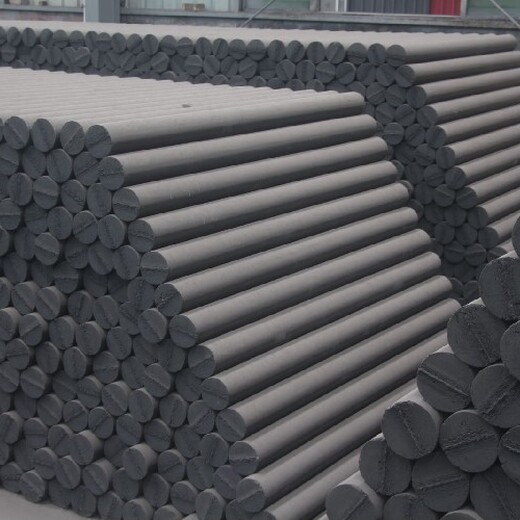
石墨电极,主要以石油焦、针状焦为原料,煤沥青作结合剂,经煅烧、配料、混捏、压型、焙烧、石墨化、机加工而制成,是在电弧炉中以电弧形式释放电能对炉料进行加热熔化的导体,根据其质量指标高低,可分为普通功率、高功率和功率。
电极焙烧的温度制度:
1.选择测温点是要素
选择曲线运行控制测温点应选火道烟气温度敏感的点,但对于敞开式环式焙烧炉来说就是热烟气在火道内下去,再返上来的转弯的位置。也有人将热电偶插在紧靠火道个火孔外侧的料室中。依据选择的测温点来确定升温曲线。
2.制定曲线应注意几点
(1)根据产品在焙烧过程不同温度阶段的物理化学反应制定曲线。
(2)根据毛坯的种类和规格、成型方式制定曲线。
毛坯的直径愈大,其升温速度要慢些;大规格的挤压毛坯要比同规格振动毛坯要慢些;生坯体积密度高的要比体积密度低的慢一些;细颗粒结构的要比粗颗粒结构的慢一些;浸后产品升温速度可以快些。
(3)根据炉子的结构制定曲线。
每台炉子温度场分布的不同,炉室工作区的上下高度上、前后和左右都存在着温度差。这温差实际上在整个加热过程都在持续着,仅在恒温阶段才能逐渐缩小。制定曲线考虑炉子本身结构特点。
(4)根据填充料的种类和燃料种类特性制定曲线。
3.电极毛坯焙烧冷却也是温度制度中一个关键阶段
国外的焙烧曲线降温是曲线的一个组成部分,而我们国内的曲线大多都没有降温,只是要求出炉温度不能300℃。实际中往往做不到,毛坯出炉时温度达到600℃以上,电极心部温度还在700-800℃以上。因毛坯与外部介质之间存在温差,所以会同时出现不同值的体积变化和不同速度的收缩。这就会造成热应力的产生,此应力值与温差成正比。当产生的应力超过毛坯材料的断裂强度时,便会发生结构的局部破裂或整个毛坯断裂。有的毛坯高温出炉后检查时虽没有看到裂纹,但由于制品内部已有裂纹,在石墨化工序就会表现出来。因此焙烧工序的冷却重视。
生产特点:生产周期长、能源消耗较高、生产工序多的,所需炭质原料石油焦和煤沥青等为炼油企业和煤化工企业生产加工副产品,原料的质量及其稳定性难以得到充分的保障,尤其是高功率和功率石墨电极生产用针状焦、改质电极沥青和低喹啉不溶物含量浸渍剂沥青,急需我国石油和煤化工加工企业的重视和积极配合。
石墨电极是电炉炼钢的重要高温导电材料,通过石墨电极向电炉输入电能,利用电极端部和炉料之间引发电弧产生的高温作为热源,使炉料熔化进行炼钢。其他一些冶炼黄磷、工业硅、磨料等材料的矿热炉也用石墨电极作为导电材料。利用石墨电极优良而特殊的物理化学性能,在其他工业部门也有广泛的用途。
浸渍的工艺流程及相关技术参数是:焙烧坯——表面清理——预热(260-380℃,6-10小时)——装入浸渍罐——抽真空(8-9KPa,40-50min)——注沥青(180-200℃)——加压(1.2-1.5MPa,3-4小时)——返沥青——冷却(罐内或罐外)
石墨电极加工分为电极本体和接头两个立加工过程。
本体加工包括镗孔与粗平端面、车外圆与精平端面和铣螺纹3道工序,圆锥形接头的加工可分为6道工序:切断、平端面、车锥面、铣螺纹、钻孔安栓和开槽。
电极接头连接方式:圆锥形接头连接(一吋三扣和一吋四扣)、圆柱形接头连接、凹凸连接(公母扣连接)
加工精度的控制:螺纹锥度偏差、螺纹螺距、接头(孔)大径偏差、接头孔同轴度、接头孔垂直度、电极端面平整度、接头四点偏差等。用环规和板规等检查。
成品电极的检查:精度、重量、长度、直径、体积密度、电阻率、预装配合精度等。
| 主营行业:特种耐火材料 |
| 公司主营:石墨开炉棒,石墨电极 |
| 企业类型:私营独资企业 |
| 公司成立时间:2022-05-19 |
| 经营模式:生产+贸易型 |
| 公司邮编:365000 |




